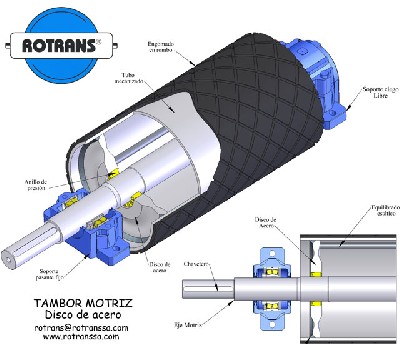
 Tambores de Cabeza o Tracción
Tambores de Cabeza o Tracción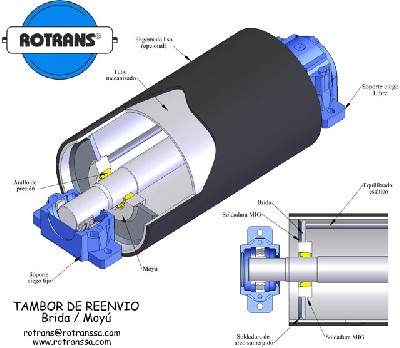 Tambores de Cola y Auxiliares
Tambores de Cola y AuxiliaresROTRANS S.A. lleva desarrollando y construyendo TAMBORES (Poleas) desde hace más de 30 años. En este tiempo se han incorporado las últimas técnicas de producción y fabricación, así como los procesos de calidad más exigentes.
Los tambores son fabricados de acuerdo a diferentes normas generales (DIN, CEMA, ANSI), o particulares de clientes con normas y procedimientos específicos.
De forma general los tambores Rotrans se construyen con las siguientes características:
Tubos y/o Virolas en materiales habituales S235-JR, S255-JR, S275-JR, con espesores según diámetros y requerimientos. Todos se desbastan y mecanizan totalmente en el exterior, garantizando su redondez. En el interior se mecanizan para el apoyo de las tapas.

La diferencia entre tubos y virolas radica en que los primeros se fabrican mediante extrusión de material, dando como producto final el tubo y las virolas son chapas curvadas y posteriormente soldadas longitudinalmente. En este caso de las virolas, donde la fabricación de la misma se ejecuta a partir de chapa curvada, la soldadura longitudinal que se realiza es controlada por ultrasonidos.
Los discos laterales (tapas). Basándonos principalmente en las dimensiones de cada tambor y de las tensiones a las que trabaja cada uno de ellos, podemos realizar varias formas de tapas laterales.

Disco más moyú: Este caso es el más utilizado de los todos los fabricados. Consta de un moyú central, dimensionando para alojar el anillo de presión y de un disco ó brida exterior soldada al mismo y que a su vez se suelda al tubo o virola.

Disco macizo mecanizado: Para la fabricación de esta tapa se parte de discos macizos que se mecanizan totalmente, en el interior para el alojamiento del anillo de presión, en el borde exterior para ajustar al tubo y en los laterales del disco.
Las ventajas respecto a la tapa “disco mas moyú” son dos principalmente; por un lado se parte de una sola pieza, por lo que se evita un fallo en la unión de las piezas anteriores y por otro se mecanizan los exteriores de los discos para generar una geometría de liberación de tensiones.

Disco de fundición: Por último se utilizan tapas de acero moldeado, con el fin fundamental de trasladar la soldadura al exterior del tubo donde tiene una menor exigencia.
En este caso el diámetro exterior del disco de fundido sería igual al de la virola.
Esta fabricación se utiliza para tambores de gran tamaño y con gran responsabilidad.
Moyus o cubos: construidos en materiales de primera calidad S355 JR, S375JR, se diseñan en los diámetros y espesores adecuados a las exigencias de los anillos a instalar.
Todos los moyús se mecanizan totalmente, interior y exteriormente según se describe en los esquemas:

Soldadura: La soldadura que se realiza entre las tapas y el tubo o virola seguirá los siguientes pasos:
Soldadura de raíz con espalda: La soldadura de raíz es el primer cordón de aportación que se realiza. Anteriormente a este proceso se introduce una corona a modo de espalda en acero o cerámica para sostener este primer cordón y asegurar que la penetración sea total. Para favorecer aun más la penetración de la soldadura se realizan chaflanes en los discos laterales (tapas).

Soldadura de continuidad mediante arco sumergido: La soldadura por Arco Sumergido, se realiza mediante un virador, asegurando la continuidad, la uniformidad en la penetración y la ausencia de poros y grietas. Posteriormente en el apartado de ensayos se explicara cómo se comprueba que la soldadura esta realizada correctamente.

Controles de calidad de soldadura: La soldadura realizada se comprueba mediante controles de calidad. Dependiendo especificaciones se utilizan los siguientes:

Distensionados. Existen dos tipos de procesos para distensionar y estabilizar las soldaduras realizadas:
Distensión térmica en horno: Este proceso se realiza dependiendo del tamaño de los tambores, con el fin de liberar de tensiones de los conjuntos soldados y mecanizados. La forma de eliminar las tensiones de la soldadura es mediante un proceso de variaciones de temperatura a lo largo del tiempo.
Distension por vibración: Este proceso se puede realizar tanto al tambor soldado como en el caso de la distensión térmica o como complemento a la distensión por calor, ya que nos permite distensionar los componentes (tubo, virolas, ejes y tapas) antes de realizar la soldadura.
La forma de eliminar las tensiones de la soldadura o de los propios materiales antes de soldar es mediante una mesa de vibración controlada por una máquina capaz de buscar el punto de resonancia de la pieza.

Posteriormente al distensionado y una vez que las piezas ya se encuentran estabilizadas, se realiza un último mecanizado/mandrinado del interior de los moyú / cubos con el fin de asegurar la perfecta alineación entre ellos. Y consiguiendo que los anillos de presión puedan trabajar en las mejores condiciones entre el moyú y el eje.
Mandrinado: Posteriormente al distensionado y una vez que las piezas ya se encuentran estabilizadas, se realiza un último mecanizado/mandrinado del interior de los moyú / cubos con el fin de asegurar la perfecta alineación entre ellos. Y consiguiendo que los anillos de presión puedan trabajar en las mejores condiciones entre el moyú y el eje.

Recubrimientos de goma: Los recubrimientos de goma, siempre, se realizan en autoclave con la formula de goma adecuada para la aplicación. En todos los casos se inicia el proceso con un granallado metálico del exterior, una aplicación de bases y colas, incorporación del caucho por el método de venda hasta el espesor requerido, la vulcanización en autoclave, posterior rectificado de la goma y realización del rayado (rombo, espina de pescado, etc.) si fuera el caso.

Todas las características de la goma a utilizar son en función de la norma DIN sobre la calidad solicitada: índice de dureza, índice de abrasión, pérdidas, elongación en ruptura, resistencia al desgarro, resistencia a la tracción en ruptura, etc.

Igual que en el caso de las bandas, la goma puede tener propiedades como; anti-grasa (G), ignifuga (K), anti-abrasión (X-W) y estándar (Y).

En los casos que se solicitan el recubrimiento puede llevar cerámica insertada en el caucho.
Ejes: Se mecanizan en materiales normalizados, con calidad F-114, F-115, F-125 y F-127, según el diseño y cálculo del tambor.
Los acabados de los ejes y los cambios de diámetro mediante chaflanes y radios de tangencia se realizan mediante tornos de control numérico para asegurar su correcto acabado.

Equilibrado: Se realiza a TODOS los tambores un equilibrado según norma G40 estático antes del montaje del eje y después en algunos casos, restaurando el equilibrio introduciendo peso, lo más próximo al exterior del tubo y en el interior del tambor, a través de una barra del diámetro y longitud que resulte del peso necesario.

En el caso que fuera preciso también se podría realzar equilibrado dinámico del tambor.
Anillos de presión cónicos: Son el único medio que utilizamos de hacer solidario el eje a los discos a través de los Moyús. Nos servimos de varios modelos en función de las necesidades del eje y el tambor. Hace más de una década que NO se utilizan el sistema de chaveta de martillo o cabeza, y la chaveta hundida.

Las mejoras del uso del anillo son:
Soportes y rodamientos en el tambor: Los rodamientos de rodillos y los soportes son unos de los elementos más importantes del tambor. Teniendo que estar debidamente colocados y con la obturación correspondiente al medio donde vaya a trabajar dicho tambor.
Algunos tambores de reenvío, apriete, inflexión, se pueden fabricar con soportes mecanizados, con rodamientos internos y sistemas de estanqueidad. Estos soportes pueden ser soldados, o atornillados.

Embalaje de los tambores: En el embalaje de los tambores se protegen todos los acabados de los mismos, para que no ocurra ningún incidente en el transporte ni fase de posterior montaje.
El embalaje de los tambores se puede realizar de dos formas; en palets normalizados o mediante un embalaje especial para optimizar el espacio. Mediante este embalaje especial se optimiza el transporte, ya que ocupan menos espacio y la movilidad del tambor dentro de la obra.

Tambores de Cabeza o TracciónTambores de Cola y Auxiliares